
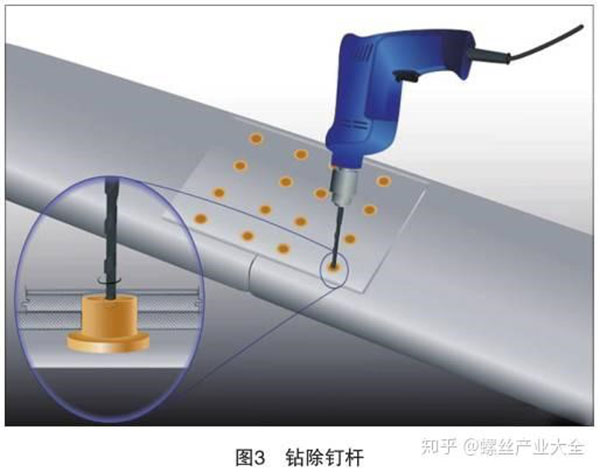
Perçinləmə prosesi yüksək dəqiqlik tələb edir, xüsusən də deformasiyanın idarə olunması zamanıperçinləmə prosesiperçinləmə prosesinin açarıdır.

Pərçimləmə prosesi sərbəst döymə prosesinə bənzəyir, əslində, bu, xarici qüvvələrin təsiri altında pərçim başlığının formalaşdırılması prosesidir, bu da perçinləmə təzyiqindən istifadə edərək sancaq şaftının hündürlüyünü azaltmaq və diametrini artırmaqla pərçimləmə başlığının formalaşdırılması prosesidir.
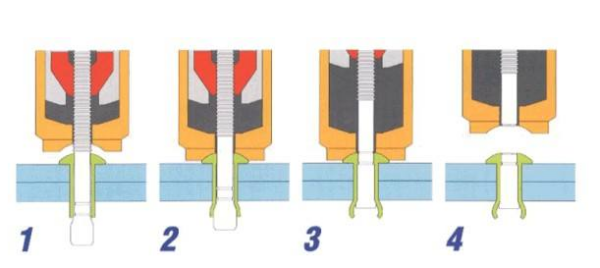
Xarici qüvvələr səbəbindən pərçim plastik deformasiyaya uğrayır və bu da pərçim çubuğunun genişlənməsinə və qalınlaşmasına səbəb olur. Bu genişlənmə dəliyə təzyiq göstərir və onun genişlənməsinə səbəb olur. Pərçim başlığının əmələ gəlməsi prosesi pərçimləmə deformasiyasına və pərçimləmə strukturunun yorğunluq göstəricilərinə əhəmiyyətli dərəcədə təsir göstərir.perçinləmə başa çatdıqdan sonra.
Pərçim başlığının perçinləmə prosesində metal axını tendensiyası təhlil edildi: əgər yuxarı və aşağı perçinləmə qəlibləri sərt cisimlərdirsə, yuxarı qəlib perçinləmə prosesi zamanı pərçimləmə qüvvəsi F-ni pərçimləmə başlığı boşluğuna tətbiq edir və yuxarı və aşağı qəliblərlə pərçimləmə başlığı boşluğunun təmas səthi arasında sürtünmə qüvvəsi f olur, onda pərçimləmə Ram təzyiqi və sürtünmə qüvvəsinin təsiri altında boşluğun hündürlüyü qısalar və eninə qalınlaşma artar və pərçimləmə başlığının formalaşması prosesində boşluğun orta hissəsinin həcmi boşluğun ucundan daha sürətli artar. Bu, bel baraban formasını əmələ gətirən sürtünmənin təsiridir.
 Buna görə də, metal hissəciklərinin axın istiqamətini təmsil etmək üçün kütükün eninə kəsiyi istifadə olunursa, bu, metal hissəciklərinin en kəsiyinin mərkəzindən ətraf ərazilərə radiasiya axınıdır. Minimum müqavimət qanunu metal plastik qəlibləmədə hissəciklərin axın modelini təhlil etmək üçün tətbiq oluna bilər. Plastik qəlibləmədə metal hissəciklərinin hərəkət etməsi üçün bir neçə mümkün istiqamət olduqda, onlar minimum müqavimət istiqamətinə doğru hərəkət edirlər.
Buna görə də, metal hissəciklərinin axın istiqamətini təmsil etmək üçün kütükün eninə kəsiyi istifadə olunursa, bu, metal hissəciklərinin en kəsiyinin mərkəzindən ətraf ərazilərə radiasiya axınıdır. Minimum müqavimət qanunu metal plastik qəlibləmədə hissəciklərin axın modelini təhlil etmək üçün tətbiq oluna bilər. Plastik qəlibləmədə metal hissəciklərinin hərəkət etməsi üçün bir neçə mümkün istiqamət olduqda, onlar minimum müqavimət istiqamətinə doğru hərəkət edirlər.
Əgər boşluğun son səthinə təsir edən yuxarı qəlibin sürtünmə qüvvəsi f-dirsə, Sərbəst səthə axan təmas səthindəki hissəciklərin sürtünmə müqaviməti hissəciklər ilə Sərbəst səth arasındakı məsafə ilə mütənasib olduğundan, sərbəst sərhəddən məsafə nə qədər qısa olarsa, müqavimət də bir o qədər kiçik olar və metal hissəcikləri bu istiqamətdə axmalıdır.
Yazı vaxtı: 12 iyul 2023